




Mesin membentuk gulungan grid T siling
Nama mesin:
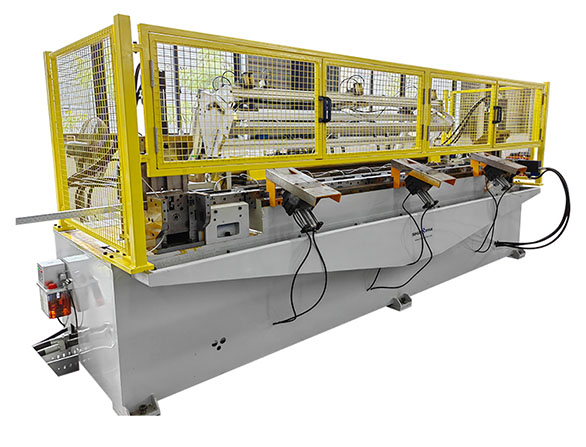
Mesin pembentuk roll grid tee utama automatik berkelajuan tinggi dengan menukar satu set unit pembentuk roller (COMBI).
Unit membentuk penggelek menggunakan kotak gear
1.1. Barisan pengeluaran T-Bar boleh dipantau oleh PLC. Jika barisan pengeluaran T-bar mempunyai ralat, PLC akan mencari ralat. Ia mudah untuk penyelenggaraan untuk pekerja.
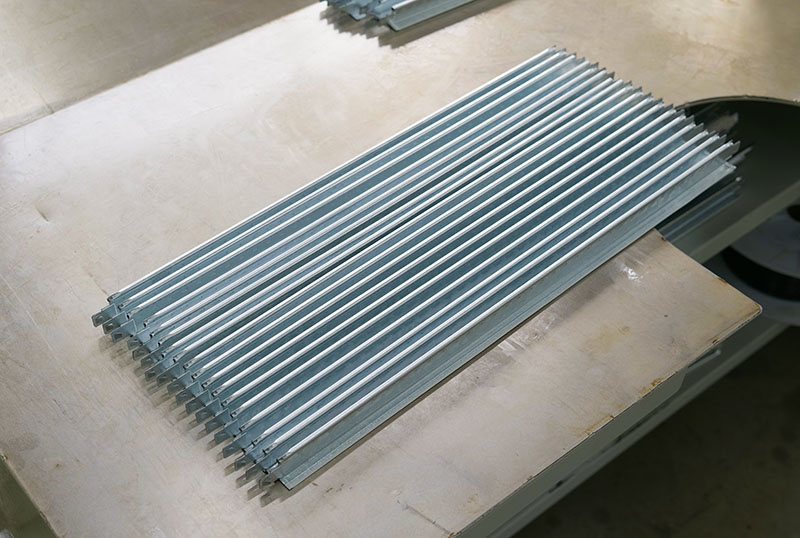
1.2. Kelajuan Pengeluaran T-Bar adalah dalam 0-60M/min. Cross t bar Kelajuan purata ialah 36m seminit. Satu minit boleh menghasilkan 6PCS panjang 3660mm (12FT) pokok utama 40PCS untuk panjang 1200(4FT).
1.3. Spesifikasi yang berbeza Unit pembentuk penggelek(6) boleh diganti dalam masa 30 minit, spesifikasi 24X32H boleh dihasilkan jika menambah satu set unit pembentuk penggelek(6).
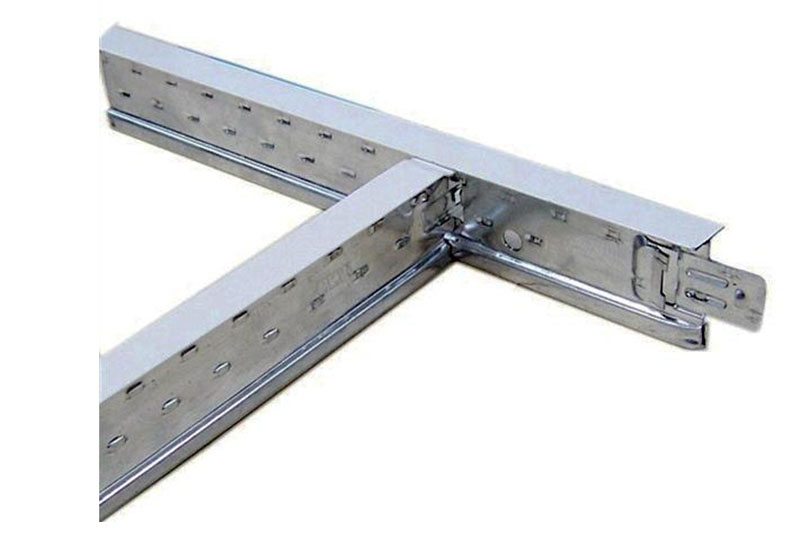
Lukisan produk:
Profil bar t utama 38j *24*3600mm/3700mm.
Profil bar t silang 38j*24*600/1200mm.
Kami mereka bentuk mesin lakukan mengikut lukisan anda yang disahkan.
1. Penyahgegelung bermotor dua kali (gegelung keluli cat)
1.1. Kapasiti memuatkan: 1500Kgs*2
1.2. Spesifikasi gegelung: OD 2,000 mm ID 508mm. Lebar gegelung keluli cat: 100 mm
1.3. Dengan menyerahkan rolling untuk mengetatkan gegelung
1.4. Dipandu oleh motor
1.5. Motor didorong: 1.5kw
2. Penyahgegelung bermotor dua kali (gegelung keluli tergalvani)
2.1. Muatan kapasiti :3000 Kgs*2
2.2. Spesifikasi gegelung: OD 1,500 mm. ID 508 mm. lebar: 150 mm.
2.3. Dengan menggulung tangan untuk mengetatkan gegelung.
2.4. Dipandu oleh motor
2.5. Motor didorong: 1.5kw

Unit pembentuk roller berfungsi dalam kelajuan tinggi, jadi kami memerlukan unit penyimpanan untuk melindungi motor dan pengurang serta memanjangkan hayatnya.

Kuasa motor ialah 15KW, jenama ABB.
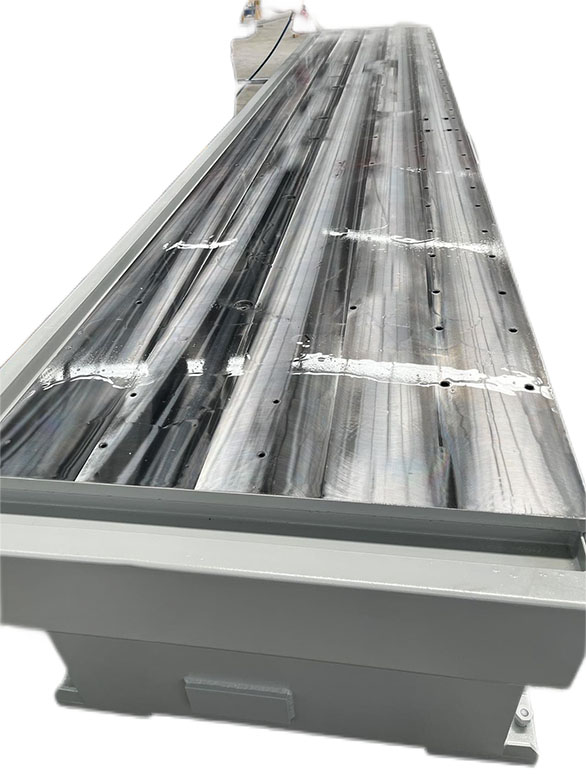
Bahan asas mesin adalah keluli Q345-B dengan rawatan haba keseluruhan untuk menghapuskan daya dalaman untuk jangka hayat mesin yang panjang.
Meja kerja mesin menggunakan pemprosesan keseluruhan CNC yang besar untuk tahap ketepatan tinggi, toleransi rata dalam 0.05mm, ruang dalam 0.02mm dalam unit pembentuk roller atau pin pengesan.
Unit pembentuk penggelek (COMBI) ditetapkan pada tapak mesin. COMBI boleh diganti mengikut saiz t bar yang berbeza.
Stesen membentuk gulung 16+ 5 penggelek tambahan, Bahan penggelek ialah CR12MOV1(SKD11) Rawatan haba vakum 58-62 HRC.
Mesin membentuk gulungan menggunakan struktur kotak gear keseluruhan untuk memanjangkan hayat mesin.
Diameter teras aci ialah∮40mm, bahan ialah 40 CR dengan pelindapkejutan rawatan haba.
Bahan bingkai dinding: Q345 - B, pemprosesan CNC, Rawatan haba.
Nombor tempat duduk meluruskan: 1 set, penggunaan adalah untuk meluruskan profil dari atas dan bawah, depan dan belakang, kiri dan kanan.
Membentuk kelajuan talian 0-80M/min. Kelajuan cepat atau perlahan boleh menjadi kawalan automatik.

Tebuk die menggunakan bahan SKD11 dengan rawatan haba vakum, Kekerasan ialah HRC 58–62.
Pasang 6 keping lubang tebuk mati.
Lubang pelekap T-BAR panjang potong 3600mm, Penyambung melalui tebukan hidraulik, Robot membawa bar t Tebuk ke meja susun.
Kuasa motor: 15KW, Jenama motor: ABB
Tekanan kerja pam: 140 kg Aliran hidraulik: 65L Jenama ialah Rexroth (Jerman)
Silinder minyak, kuantiti: 9 keping
Akumulator:25L Jenama: OLAER (Perancis)
Sensor tekanan, IFM (Jerman) injap elektromagnet: Rexroth (Jerman)
Jenama penapisan ialah Parker (USA) 10.7, minyak disejukkan dengan air atau udara (seperti yang disesuaikan).

Jenama PLC: MITSUBISHI (JEPUN).
Pengawal ricih:Itali (SIHUA).
Kuasa penyongsang frekuensi: 15 KW jenama: YASKAWA(Jepun)
Jenama geganti dan pemutus: Schneider.
Antara muka manusia-mesin (skrin sentuh) jenama: KINCO, saiz 10.4".
Kabinet elektrik, disambungkan wayar luar dengan palam cepat.








Kategori produk
-

Mesin bar silang siling teknologi Itali ...
-

Berbilang spesifikasi berkelajuan tinggi automatik ...
-

Siling teknologi Itali SIHUA utama dan salib...
-

Shanghai kualiti SIHUA siling utama t grid roll...
-

Aloi penyambung silang t bar roll membentuk mesin
-

Siling gantung automatik silang panjang dan pendek...