

Mesin membentuk gulungan pembungkusan automatik berkualiti SIHUA dan tersuai
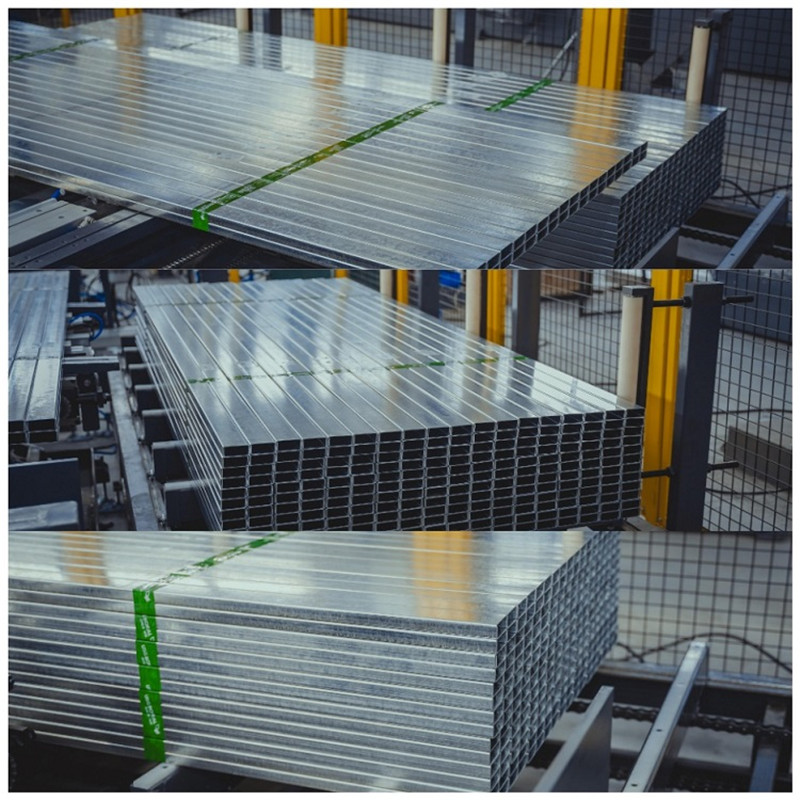
Lunas keluli ringan ialah rangka logam bangunan yang digulung melalui proses penyejukan oleh jalur zink aluminium celup panas berterusan berkualiti tinggi. Hiasan bentuk dinding siap tanpa beban diperbuat daripada papan gipsum kertas, papan gipsum hiasan. Sesuai untuk memodelkan hiasan pelbagai bumbung bangunan, dinding dalaman dan luaran bangunan dan bahan asas siling berhud.
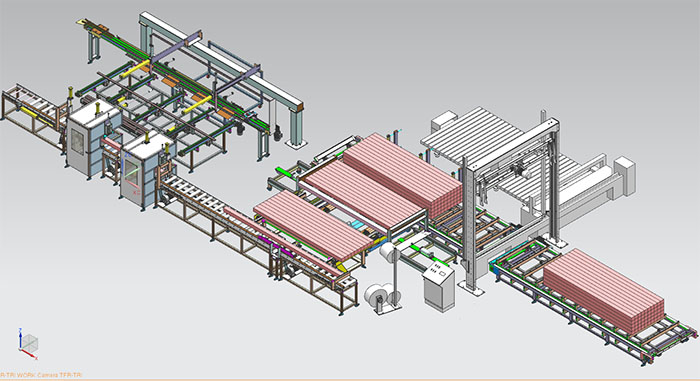
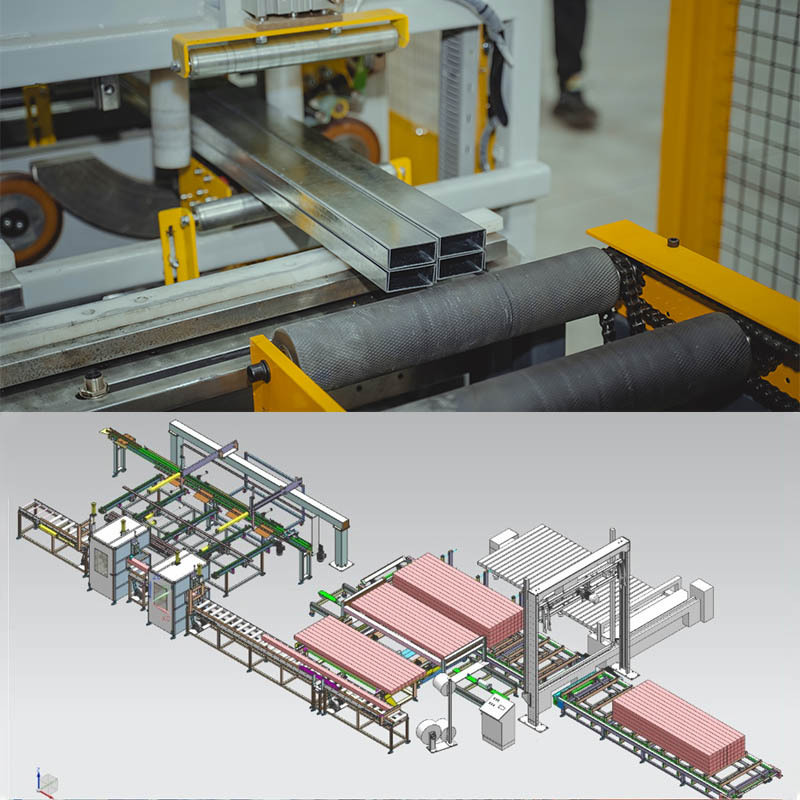
Proses pengeluaran: De-coiler → profil pembentukan gulungan → meja pemotong → meja pembungkusan (sistem hidraulik diberi kuasa) semua bahagian dikawal oleh sistem kawalan elektrik.


| Pembentuk Gulung | Produk | Kelajuan pengeluaran gabungan * | Tolok yang boleh dimesin | Jenis cangkuk | Keserasian | ||
| D54 | T4 | Cross T dan Pelari Utama | 10 m/min | 0.2 - 0.6 mm | Cangkuk bersepadu | Lebih lanjut | |
| D57 | T4 | Palang T | 31 m/min | 0.2 - 0.6 mm | Cangkuk bersepadu | Lebih lanjut | |
| D58D | T4 | Palang T | 32 m/min | 0.2 - 0.6 mm | Cangkuk aloi | Lebih lanjut | |
| D59D | T4 | Pelari Utama | 34 m/min | 0.2 - 0.6 mm | Cangkuk bersepadu | Lebih lanjut | |
| D51 | T4 | Cross T dan Pelari Utama | 30 m/min | 0.2 - 0.6 mm | Cangkuk bersepadu | Lebih lanjut | |
| Sistem Automasi | |||||||
| DA5MR | Sistem pembungkusan kotak kadbod pelari utama | D59D | Lebih lanjut | ||||
| DA5CT | Sistem pembungkusan kotak kadbod Cross T | D57, D58D | Lebih lanjut | ||||
Sistem Pembungkusan Automatik mengandungi
● Sistem flip automatik pertama
● Profil pengikat automatik ke-2
● Sistem penyusunan automatik ke-3
● Sistem transmisi automatik ke-4
Elemen pertama mesin pembentuk gulung pembungkusan secara automatik menggabungkan pelbagai profil ke dalam satu pakej kecil. Pakej tersebut kemudiannya dihantar ke kawasan penggabungan untuk pengikatan yang kukuh. Dari sini, ia pergi ke mesin ketiga dan menyusun paket-paket ini secara berlapis-lapis untuk membentuk satu paket besar (paket induk). Pakej induk kini boleh digabungkan secara manual atau dihantar secara automatik ke mesin terakhir dalam sistem, iaitu penggabungan automatik.